�aƷϵ��
- ȫ�ԄӇ������b�C
- ����ȫ�ԄӰ��b�C
- С��ȫ�Ԅ��b܇�CTAL-A50-2400
- ����ȫ�Ԅ��b܇�CTAL-TN1000
- ɢ��ȫ�Ԅ��b܇�CTAL-AL-BM
- �бPȫ�Ԅ��b܇�CTAL-TK-60/120
- �Cе��ȫ�Ԅ��b܇�C
- ������ȫ�ԄӰ��b�C
- �����ȫ�ԄӰ��b�C
- ���ȫ�ԄӰ��b�C
- �w��ȫ�ԄӰ��b�C
- ȫ�Ԅӳ��ڰ��b�CSW-ABF
- ��λȫ�ԄӴa��CSW-ASH-1200
- �Cе�ִa��CSW-ASRS
- ������DCS-1000-DN-T
- ������DCS-1000-DG-W
- ȫ�ԄӇ����C
- �Ԅ��ϴ��C
- ȫ�ԄӰ��b��SW-ABF-800
- ȫ�ԄӰ��b�CSW-ABF-1200
- �p����DCS-Z-D�������b�C
- ���DCS-Z-S�������b�C
- �o����DCS-Z-W�������b�C
- �������DCS-P-W�������b�C
- �����۰��b��DCS-25F-CX-CC�������b�C
- ���۰��b��DCS-25F-DF�������b�C
- һ����w���b��DCS-50F�������b�C
- ���ϳ�DCS-P
- Ħ����������ϵ�y
ȫ�ԄӇ������b�C
ȫ�Ԅ��b܇�C
ȫ�ԄӰ��b�C
�ԄӴa��C
��������C
ȫ�Ԅ��ϴ����b�C
�w�����ϰ��b��
������ϰ��b��
���w���ϰ��b��
ʧ�ؽo�ϳ�
���ϳ�
����ϵ�y

ȫ�ԄӰ��b�Cʹ���f����
SW-ABFȫ�ԄӰ��b�C
ʹ���f����
���f���S���g����˾
Ŀ �
һ���O���f��
1������
2�����ܺ�Ҏ��
�������C����
�������b�֪
�ġ������cʹ��
�塢��Ҋ����ԭ���ų�
��������Ҏ��
һ���O���f��
1������
SW-ABF-800ȫ�ԄӰ��b�Cϵ�ҹ�˾�����аl���a�����a��һ�N��Ʒ�|�������ܵ�ȫ�ԄӰ��b�C����������ԄӷQ��Ӌ�����Ԅ��ϴ����Ԅ��b�����Ԅ���߅�p������Ʒݔ�͵�һϵ�й��ܡ����C���ø߾��ȸ߿ɿ��ԙCеϵ�y��PLC������ơ����M���|��ʽ�˙C���桢ʹ���C�IJ������Ӻ��Ρ����ơ�ԓ�O��ɏV�������ڸ����ИI�M���w�������w����������ϵİ��b��ʹ�͑�������aЧ�ʣ����̈́ڄӏ��ȣ��p�������ɱ��������O�䡣
2�����ܺ�Ҏ��
|
� Դ |
����380V/50HZ |
������ |
2.5KW |
|
���b���� |
��������������ͿĤ�� |
Ӌ������ |
150-1000mL |
|
���b�ٶ� |
200-1200��/�r |
ʹ�Ú≺ |
0.8-0.8MPa |
|
���b���� |
�w�������w��Ƭ������� |
���� |
1.6����/min |
|
���C���� |
|
���γߴ� |
|
|
�m�ϰ��b���� |
�w�������w��Ƭ������� |
||
�������C���ü���������
1�����C�M����
A���ɷ��϶����o���b�á����϶����߾��ȳ����b�Ø��ɵķQ��ϵ�y��
B��ȫ�Ԅ��ϴ����״����b�����Ԅ���߅���p���aƷݔ�ʹa��ϵ�y��
C���ɿɾ��̹��I��������PLC�����|���������P늚�Ԫ���M�ɵ��Ԅӻ�����ϵ�y��
D����ӿ���ϵ�y��
2��������
���b�������Ñ��ς}����ʰ����ͷ��϶��քe�M��o���b�ã���늿�ϵ�y�ӵ��Q���_ʼ��ָ��o���b�õăɂ�����Ԫ��--���M�Ϛ�ͼ��M�Ϛ��ͬ�r�����������M�ϻ��Tͬ�r���_������������Ͱ���@�r��Ͱ���T��̎���P�]��B��Ӌ���_ʼ������Ͱ�ȵ������_���A���O���Ĵּ�ֵ�r�����M�Ϛ��λ���M�ϻ��T��I���P�]���@�r����������ԓ���T��С�����^�m������Ͱ�����������_���A���O���ļ���ֵ�r�����M�Ϛ��λ���M�ϻ��T��II���P�]��늿�ϵ�y�@ʾ���H�Q������һ�ηQ�����ڽY�����Ԅ��ϴ��C�״����A����ׄ������b�����Aס��ͬ�r����Ͱ���T���_��Ӌ��������Ͻ����϶��M����b���ȣ����A���O���ĕr�g����Ͱ���T�P�]�����P�]λ�Z���_����һ�ηQ���^���S���Ԅ��M�У����P�]λ�Z����λ���t�Q���^��ֹͣ��
�������b�֪
1�����A�摪ˮƽ����ƽ��Ȳ�����2���ס����A����h�x��Դ��
2�������b�Y����ʹ��ȫ֧���ϵ���˨�c��Ͱ֧���g�����m���g϶�Ա㲻Ӱ푷Q�أ������o���á�
3���������Q�������κ��~����������ã���ܰl���Cе���^�d��
4��늿�ϵ�y��횽ӵ�a�����o�ӵ�С��4�Wķ��b����̖�ӵ�С��1�Wķ��
�ġ�����
�_�Cǰ�z��
1���z���܇��ɟoӰ푱��C���������ش��ڣ��б�Ҫ�����ų���
2����ͨ�Դ�_�P���z���Ƿ�����~����ֵ��
3���z�鉺�s�՚≺���Ƿ��ڡ�0.55Mpa��
4���մ��a���Ƿ����R��
5���ϴ�ƽ�_�Ƿ��ɮ��
�_�C
�]�Ͽ���ϵ�y��늙C�ӵȿ��ƹ��Դ���|�������x����늣��|�����M��gӭ���棺

�c�����M�롱�M���\�Ю��棬��D

�\�Ю����@ʾ�O��ʾ��D���������o���\��ָʾ�������P����Ϣ�ȡ�
�_�Cǰ����Ҫ�M�Ѕ������O���ʹ_�J(����һ�������{ԇ�����a�^���н��@��) ��
�c����Ļ�������O�á����o,�M���O�î���,��D
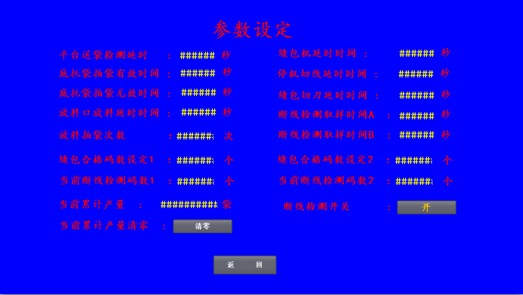
��헅������x����:
1��ƽ�_�ʹ��ӕr����ָȱ����B�£������մ��ʹ���λ�Ĵ_�J�r�g����헅��������x���ڷ�ֹ��̖�z�y���д������]��λ���a���`��������
2�����ϴ��Ĵ���Ч�r�g�͟oЧ�r�g�Q�������Ĵ��l�ʣ������Ĵ������ڴ������϶،���
3�����Ͽڷ����ӕr�r�g�Ƿ����^�̵��ӕr�r�g��
4���Ĵ��Δ�������Ҫ�O�����Ĵ��H�ڷ����^������Ч��
5���p���ϸ�a���O��1���O��2���ڔྀ�z�yģʽ��a���Д��r�����ྀ��B�¿p��һ�����a��ӛ䛸��ٴa�������y�a�����ڴ�ֵ�r�Д���ྀ��
6����ǰ�ྀ�z�y�a��1�ʹa��2���@ʾ��ǰ���H�z�y���IJ��ྀ��B�¿p��һ�����a��ӛ䛵Ĵa�����˅��������O�ã��H��p���ϸ�a���O���ṩ����������
7����ǰ��Ӌ�a��ӛ��@ʾ��ǰ���a��Ӌ���������A����ͨ�^���㰴�o��������ӛ䛡�
8���p���C�ӕr�r�g�ǔྀ�z�y����Ч���ӕr�r�g��
9���p���C�ӕr�о��r�g�p�����ӕr�о��r�g���˅����Q���Ͼ��L�ȡ�
10���p���е��ӕr�r�g���е�����һ�������ĕr�g��һ���O��0.3�롣
11���ྀ�z�yȡ�ӕr�gA��B�ǔྀ�z�yģʽ���g���r�g�Д�ģʽ�r���a���ɂ��}�_֮�g���g���r�g�����ڃɂ����a�����D�ٶȲ�ͬ����헅���Ҳ�����^�e��
12���ྀ�z�y�_�P�H���O���{ԇ�^����ʹ�á�
��헅����O����ɻ�z��o�`�ɷ����\�Ю����M����һ��������
���r�g��2019/11/1 15:49:46 �c����:8366